Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Konstrüksiyon ve İmalat
1. bölüm - idari şartname
Seviye 3 - Mesleki Yeterlilik Kurumu
BÖLÜM 1: ULAŞTIRMA SİSTEMLERİ
1402920040_ihtiyaç belgesi-13 Haziran
Kasım 2014 Risk ve Mühendislik Grubu - CNC
Atego. - Aysan Otomotiv
Gelenek, Hassasiyet ve Yenilik
Taktik Tekerlekli ve Paletli Zırhlı Araçların Titreşim
Sac Metal Kalıp ve Mekanizmalar Resmi
başarı hikayeleri endüstrinizde deneyim
Öğr.No Adı Soyadı Puan Seviye 140210005 ADEM ERDEM 42,5 A1
Tipo Baskı
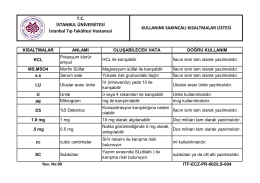
Kullanımı Sakıncalı Kısaltmalar Listesi
GİK - MATOOL.com
Radio SD MP3 WMA Canberra SD27 Melbourne SD27
Donanım Kataloğu - Teknoloji Fakültesi
teknik\Isleme Merkezi Teknolojisine Giris
Özet - tojqi
Soru ve Cevaplar - Çanakkale İl Özel İdaresi
MÜLAKAT SEYYİDE DERGİSİ GENEL YAYIN
horızon ligasyon alımı 30/03/2015 saat 10:00
cnc freze_2 - WordPress.com