Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
V Formlanmiş Arka Aks Bağlanti Borusu Üretim Süreci
AKSARAY ÜNİVERSİTESİ REKTÖRLÜĞÜNDEN Üniversitemiz
Przykładowa Ankieta Wolontariusza.wps
mega lıner
Uygulamalı Halkbilimi Bağlamında Günlük Burç
ARIKAN, Nihat-TÜRK BİLİMİNDE KUASİSİMETRİ ÖRNEKLERİ
Meka Akışkan 2014
otomobil kapı barı parçasının yüksek mukavemetli
Elektrik Elektronik Mühendisliği - Mühendislik Fakültesi
Erasmus + - Eskişehir Osmangazi Üniversitesi Uluslararası İlişkiler
indir - Entes
Bireysel Müşteri Hakem Heyeti Bilgi Broşürü
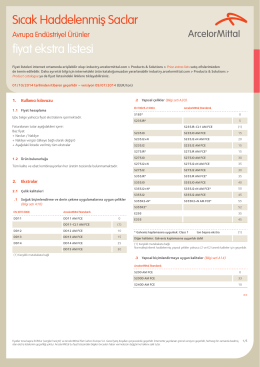
Sıcak Haddelenmiş Saclar fiyat ekstra listesi - Industry