Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Mesa İmalat / Siyah İnci Kalite Çemberi
Bölüm Oku
Çember Çalışmamız
fl1Tfl5 SEM40 - baldex.jesto.pl
V Formlanmiş Arka Aks Bağlanti Borusu Üretim Süreci
오전 공연에서 한 자기PR <멤버에게 무네큥한 행동이나 말에 대해서
e-Bülten
sevgi, saygı, me rhamet
4. 21.02.13 Çocuk ve Genç İşçilerin Çalıştırılma Usul ve Esasları
Full Text Pdf
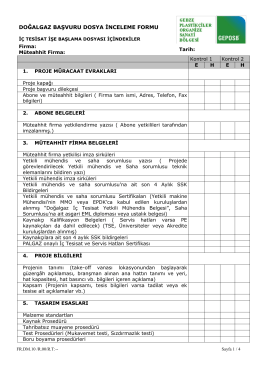
DOĞALGAZ BAŞVURU DOSYA İNCELEME FORMU
Aile Danışmanlığı - Family Relationships Online
Aluminyum İletkenler
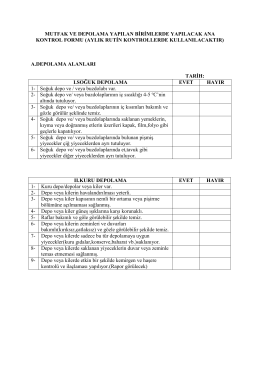
Yemek Hizmeti Aylık Kontrol Formu
Faaliyet alanındaki yetkinliğin artırılması için Alman partnerler ile
ELEKTRONİK GRUBU
PASLANMAZ EKİPMANLAR VE PASTANE REYONU MARKET İÇİ
Video Test Kart Üretici
Devamı
Açmak / İndirmek için Tıklayın
sürgülü kapılar / sliding doors
Tam Metin - Kalemişi - Geleneksel Türk Sanatları Dergisi
sıcak su grubu