Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Fastband kullanım kılavuzlarını indirmek için tıklayınız
Ayzaband kullanım kılavuzlarını indirmek için tıklayınız
2.Sınıf Soru kitapçığı - Milli Eğitim Bakanlığı
Teknik Föy - Asil Çelik
Pdf yap
PORÓWNANIE MoS2 i WS2 - Przywróć-moc
Untitled - Esline Boat
Měření hlučnosti obráběcích strojů – metodika, normativy
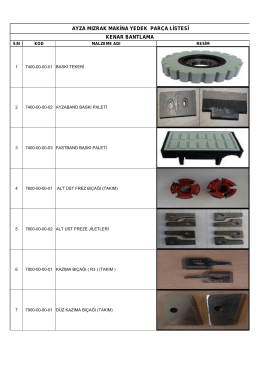
AYZA MIZRAK MAKİNA YEDEK PARÇA LİSTESİ KENAR BANTLAMA
Karta bezpečnostných údajov
panel beam saw machıne
Elektromagnetická dávkovací čerpadla
apartman kuralları