Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
oto tamir boyaları
medeniyet inşası türkiye vizyonu çalıştayı - 3
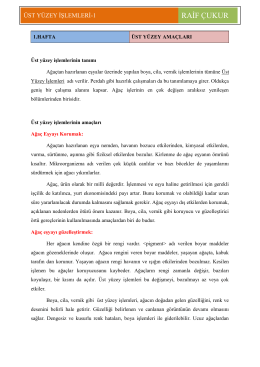
indir - Raif ÇUKUR MOBİLYA VE İÇ MEKAN TASARIMI ÖĞRETMENİ
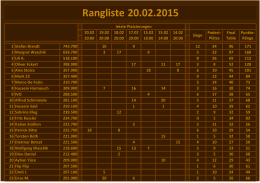
aktuelle rangliste - Poker
PDF formatı için tıklayınız.
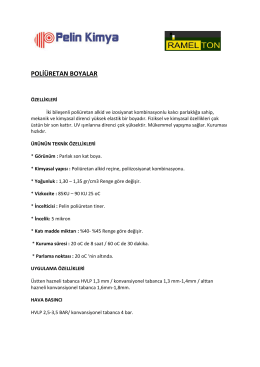
POLİÜRETAN BOYALAR
Oturum Başkanı: TacoDibbits(RijksMuseum)
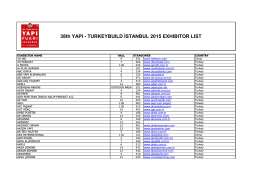
38th YAPI - TURKEYBUILD İSTANBUL 2015 EXHIBITOR LIST
Deccal nasıl kapımızı çalıyor?
Plastik&Kompozit Malzeme Endüstriyel Tasarımı Akrilonitril Butadien
805-super cut 806-power polish
Google Search Appliance Kuruluşunuz için Google Arama
null