Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
povrchová úprava
Okna_repasovanie_USS1309
EPOCOAT 300-NAviguard
Všeobecné nákupné podmienky
Slovo úvodem - Povrcháři.cz
HVAF ENDÜSTRİYEL ÖRNEK
Stáhnout
Technológia II. – Zváranie / Tvárnenie Zváranie
INFONOVINY
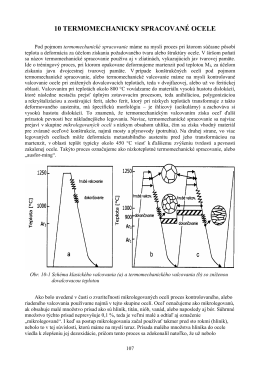
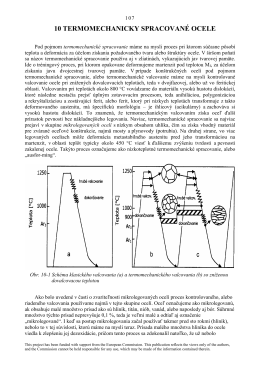
2.10 Termomechanicky spracovávané ocele
10 termomechanicky spracované ocele
Zobraziť PDF
AKÁ JE PRAVDA O MLIEKU - Magazín Zdravia
SPF FAKTORY: NOVÁ KLASIFIKÁCIA
prehľad najčastejšie používaného abrazívneho - it
časť 1 - MESTSKÉ LESY KOŠICE as
2.17 Opotrebenie materiálov
piktogramy final.indd
Výzva na predloženie ponuky Včelnica
Otwórz wiosenna-promocja-uslugi-splaty-na-raty-do-04-04
Stroje a technológie
17 opotrebenie materiálov
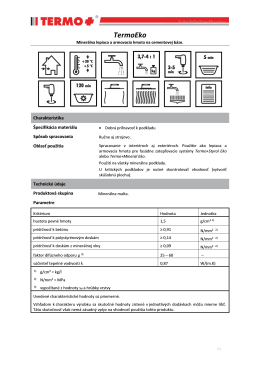
TECHNICKÝ POPIS A NÁVOD NA POUŽITIE