Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
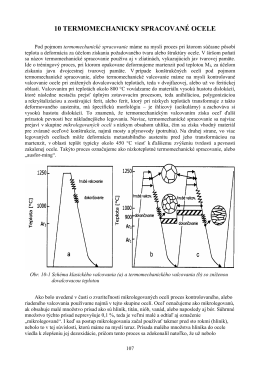
10 termomechanicky spracované ocele
2.10 Termomechanicky spracovávané ocele
4 zliatiny a fázové diagramy
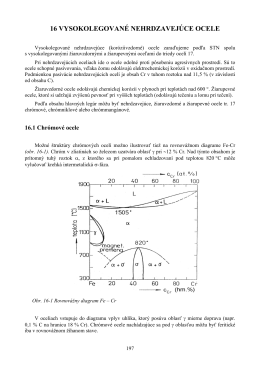
2.16 Vysokolegované nehrdzavejúce ocele
2.04 Zliatiny a fáz.diagramy
9 jemnozrnné ocele
1 IDEÁLNE A REÁLNE PLYNY Cieľ: I.) Definovať základné pojmy
Samozrejme. - Výskumný Ústav zváračský
ŠKOLNÍ VZDĚLÁVACÍ PROGRAM 2012/2013
bosnian media groupbosnian media groupbosnian media group
Číslo 3/2011 - Hutnické listy
Ücretsiz sahil için geri sayım başladı
Strojní obrábění kovů
Slovník pre Slovný Duel do 5. písmen 30. 1. 2013 1
2.07 Štruktúra zváraného zvarového spoja
povrchová úprava
O športe v našom meste, alebo kam kráčaš novácky
OSVETLENIE LED TECHNOLÓGIOU
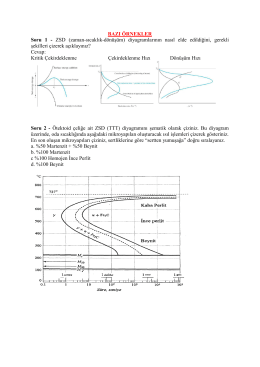
Vize2 Faz, TTT ve Isıl İşlem Çalışmaları
K15 Doplnkový sortiment 2014
Konštrukcia senzorového systému na báze povrchových
kilis yargı akademi p3 liste
2.05 Zliatiny železo uhlík