Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
3 NAPÄTIA A DEFORMÁCIE ZO ZVÁRANIA
Efatha! Drahí čitatelia! Kto som a čomu verím
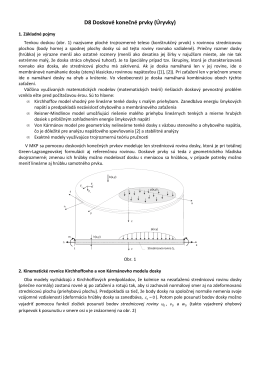
D8. Doskové prvky. Kirchhoffov a von Kármánov model dosky
221
12.01.24_Warunki_konkursu_ZPO
RIADENIE KVALITY V PROCESE KAMENÁRSKEJ VÝROBY
Document
OBD II rozhranie pre čítanie chybových kódov osobných automobilov
Smernica
Žilinská univerzita v Žiline
- Przemysław Ohrysko
Systém merania diskrétnych síl na lopatke
Obalené elektródy - Výskumný Ústav zváračský
dmr 3-4/2014 - deti móda rodina
akcia - peterson
Ponuka noriem júl 2013 - Slovenský ústav technickej normalizácie
PTN 1005 Zmršťovacie - PEMA – kopie
nitriansky samosprávny kraj - Regionálna rozvojová agentúra
ukazka1 - Biflos.sk
REGULAČNÉ ARMATÚRY
Jakostní litiny
obalových materiálov
Prehľad produktov