Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Prospekt - uddeholm.sk
Ocele pre spracovanie plastov
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
Ocele pre prácu za studena
Ocele pre prácu za studena
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
Ocele pre spracovanie plastov
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
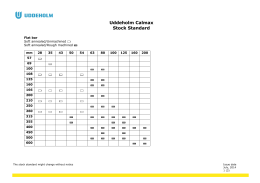
Uddeholm Calmax Stock Standard
Rigor - uddeholm.sk
Mechanik elektrotechnik pre 2. ročník
ROZVOJOVÁ POMOC A VÝCHOVA
HEAT TREATMENT OF TOOL STEEL
Prospekt - uddeholm.sk
Rýchlorezné ocele
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk