Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
HEAT TREATMENT OF TOOL STEEL
Program konference 2014 (.pdf) - Přínos metalografie pro řešení
24.dny tepelného zpracování s mezinárodní účastí
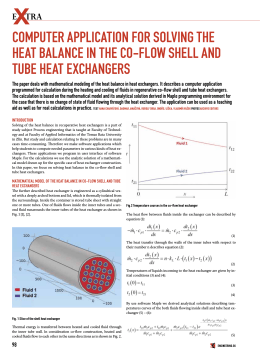
COMPUTER APPLICATION FOR SOLVING THE HEAT
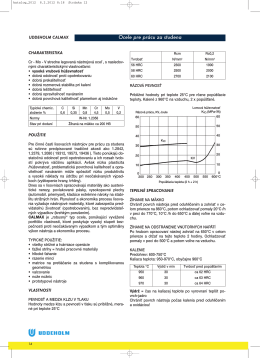
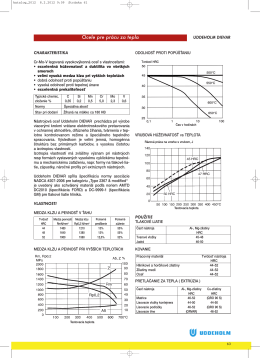
Prospekt - uddeholm.sk
Informator Sadowniczy 6/2011
Prospekt - uddeholm.sk
Prospekt - uddeholm.sk
23. dny tepelného zpracování s mezinárodní účastí
23. dny tepelného zpracování 23 International
Spektrum 1/2011
Test za proveru znanja
ag40l pdf indir