Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
null
ŘEZNÉ MATERIÁLY
Zapichování a upichování
ใบมีดแบบมีรู
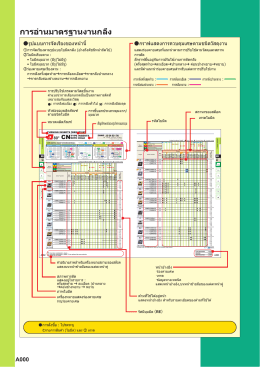
การแก้ปัญหางานกลึง
ZAZ 966 kezelési és karbantartási utasítás
Monolitní frézování
Pięciokątna, dwustronna płytka z dziesięcioma krawędziami
upichování a zapichování
WSX445 - MHG MediaStore
FIÓKSÍNEK - ABH
WSX445 - MHG MediaStore
RODZAJE STALI Uwaga: