Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
upichování a zapichování
ŘEZNÉ MATERIÁLY
akcija - fridro doo
Monolitní frézování
null
Uputstvo za rukovanje uniPECENJE2
defter tutma mükellefiyeti ve tasdik zamanları
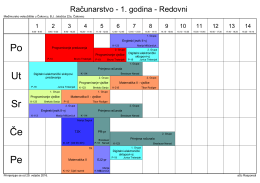
LJETNI 2016.02.24. Primjena od 29.02.2016.roz
Technický list - N-tek
Rozšířená nabídka držáků a planžet řady
ROZPORZĄDZENIE DELEGOWANE KOMISJI (UE) 2015
plaquette susceptible de modifications
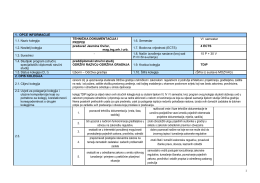
1. OPĆE INFORMACIJE 1.1. Naziv kolegija TEHNIČKA
- Repository Universitas PGRI Yogyakarta
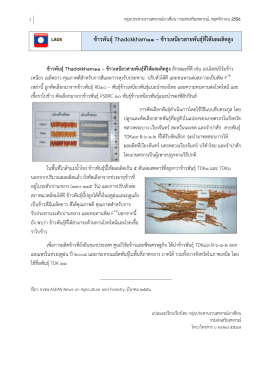
ขาวพันธุThadokkham11 – ขาวเหนียวสายพันธุท ี่ใ หผลผลิต
24. týždeň 2016 - Kytice
รายชื่อผู้โชคดี รายการ “ ช้อปแล้วลุ้น คอนโดหร
24. týždeň 2016 - Kytice, Zapichovačky