Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
zdvihací zařízení v teorii a praxi - Institut dopravy
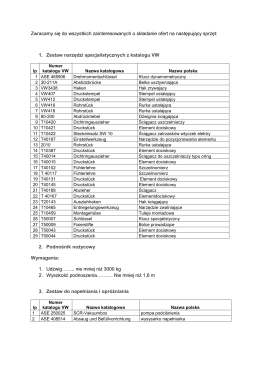
1. Zestaw narzędzi specjalistycznych
poster session - list
Kiállítók listája (pdf)
Katalóg TSA 031 - ZTS Sabinov, as
Final program - Mechatronika 2014
5 3-4 7-12 13-15 6 Obsahový zoznam 13 14 16 20
ZDVIHACÍ ZAŘÍZENÍ V TEORII A PRAXI
Formule Bosch 3/2010 (PDF)
cenník Elring - Motorovediely.sk
modely pro řešení rozhodovacích úloh v logistice i
otevřít a číst zde
Stáhněte si č. 19 v PDF - Česká společnost pro údržbu