Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Návod na zpracování
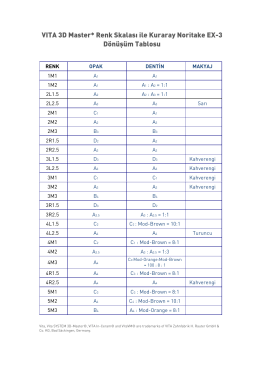
VITA 3D Master* Renk Skalası ile Kuraray Noritake
Wykaz grup wyrobów FSC dla Baltic Wood SA
Split type wall and wall-mounted air-conditioner
VITA VMK Master®
Základní škola a mateřská škola Hrubý Jeseník, okres Nymburk
Review - PragueONCO
možnosti, příklady dobré praxe a úskalí supervize v
Návod ke zpracování
VYPRODÁVÁME SKLAD za skvělé ceny !!!
Pece a energetické hospodářství.pdf
Zápis Spolek rodicu 24.9.2014
Česko-anglický a anglicko-český slovník pro obor konzervování
6. Tváření - techstroj
Pferdeübersicht / List of Horses
Schůze 01
Návod k použití pro MIHM-VOGT katalyzátor typu: KN a KN2 1
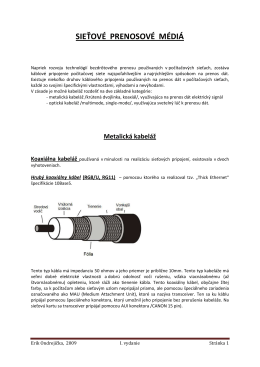
Sieťové prenosové médiá
regulamin konkursu
COMPACT / ŠNEKOVÝ LIS FL 200
plik-warunki zabudowy
13 Wolfshöher
Uložit do PDF