Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PŘÍRUČKA PRO TECHNOLOGY – OBROBITELNOST
Teorie a technologie obrábění (TaTO)
obrobitelnost nerezových ocelí
Solstice® PF-C
Fibrove kotouce_CZ_2012.indd
Životnost nástrojů
více - TOS Svitavy
Jak je to s uhlíkem v litině
MODERNÍ PVD POVLAKOVACÍ CENTRUM
Technický list - N-tek
koroze a zanášení úsadami 1. část (pdf)
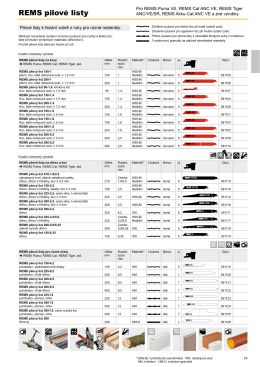
REMS pilové listy
OZV 1-2015 - Kobylnice
stáhnout PDF - UniConsulting, sro
Pozvánka
SPECIÁLNÍ NABÍDKA: FRÉZY ZA 1 € Beyond BLAST KSSM™