Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
šrouby pro ocelové konstrukce
Návod na obsluhu a údržbu Hydraulický vyrovnávací
Ceník 2013 obrazový
30 - Betosan
TABULKY STAVEBNÍ KONSTRUKCE
jarni letak 2015
Psychologická diagnostika - Pražská vysoká škola psychosociálních
Tyto technické podmínky stanoví technické požadavky a dodací
Radionuklidová léčba postižení skeletu u generalizovaného
Pobierz folder
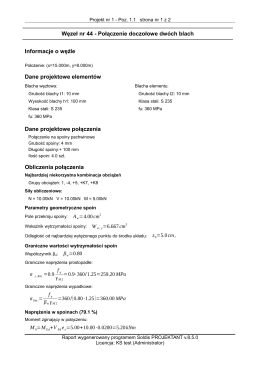
Węzeł nr 44 - Połączenie doczołowe dwóch blach Informacje o
SÍTĚ PROTI HMYZU
Pracovní list č.8.pdf
Zesilování konstrukcí, kompozitní materiály.pdf
K01-Karta předmětu BO02.pdf
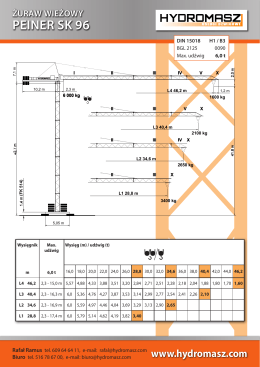
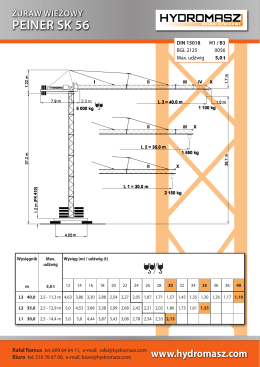
żuraw wieżowy peiner sk 56
Svorníky, kotvy, těsnění, od revíru OKD po Indii
Návod k pokládce JUST clic!
Maziva a oleje NILS
Návod k pokládce pro podlahy Egger se zámkovým
Návod k provozu spojek TSCHAN Nor-Mex (prov
DEGRELIT 5537