Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Otiskovací hmoty.pdf
Podrobnosti k obsahu a organizaci kurzu
Polymery-úvod - Jan Merna page
V nabídce kompletní sortiment SAFINA!
Otiskovací hmoty 2012
Express™ XT Penta
Katalóg TKK
Akční leták pobočky v PDF
novinka
Technický list
Jak začít implantovat snadno a rychle
Popelka - Ateliér Fiala
Objevte kouzlo retro nábytku z časů normalizace
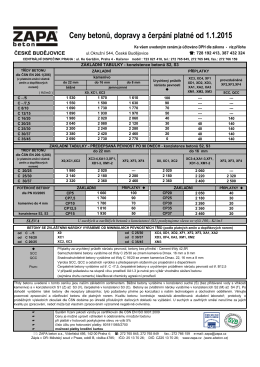
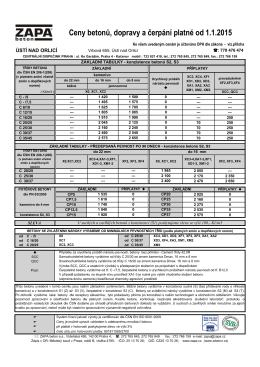
Ceny betonů, dopravy a čerpání platné od 1.1.2015
ceník stoma tologie 2013
Jsme tu pro vás
Modelové a formovací hmoty
Ceny betonů, dopravy a čerpání platné od 1.1.2015
Zobrazte a uložte si 1. kapitolu ve formátu .pdf
Otiskování nikdy nebylo příjemnější
tutaj
ASEPTOPRINT® Liquid - Návod k použití
Lista uwag nieuwzględnionych