Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Otiskovací hmoty 2012
5 - 3M
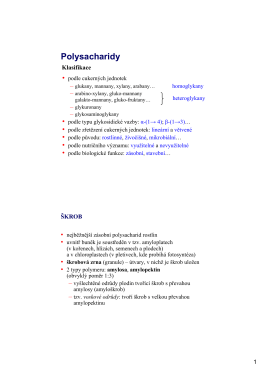
Polysacharidy
CHN-KS složka B ODDÍL 1 - Formovací silikony | LevneSilikony.cz
Otiskovací hmoty.pdf
05. smart textilie
Asfaltové vrstvy
Biochemické mechanismy účinků antidepresiv.
5 - SORAL & HANZLIK sro
Express™ XT Penta
PROSPECT B I - Biotechnologická společnost
Ceramic Repair - soral & hanzlik
Jiří Maláč: „Gumárenská technologie“ – 8. Inženýrství 1 OBSAH 8
Udržování staveb a péče o stavební památky
Katalóg TKK
BLR Lukopren S 6410-T,černý-7-8.6.2015-CLP
sylabu přenášky
tepelne technický výpočet
DCC - nová generace v technologii povrchových úprav
Kompozitní materiály, chemie dentálních cementů
vyšetrovanie mechanických vlastností materiálov metódou
Správa o výchovno-vzdelávacej činnosti za šk. rok 2013/2014
Bezpečnostní list - Lučební závody a.s. Kolín