Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stupně přípravy ocelového podkladu dle ČSN
Galerie hlavního města Prahy Restaurování Pomníku mistra Jana
Phenoline® 311 Primer
Scotch-Weld™ Akrylové lepidlo DP8405NS zelené
svojich štúdií
Návod na montáž, údržbu a servis dveřních zámků SECURY
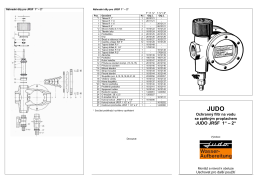
JRSF 1-2
SLOVO ÚVODEM K ROKU 2014 - Energie stavební a báňská
4. číslo červenec 2013 1,3 MB
Slovo úvodem Film o žárovém zinkování
Ustájení pro koně Mobilní boxy
NÁZEV ČLÁNKU, BY MĚL BÝT STEJNÝ JAKO JE V
Včela a úl - ukázka.pdf - PSNV
Návod na lepení polystyrenových a polyuretanových prvků
TECHNICKÝ LIST BELZONA 1111
2. číslo březen 2012 1 MB
BENCHMARKING
Technické podmínky.pdf
Technické podmínky pro montáž - vz
JRSF-HW 1 - 2 - Vodní filtry JUDO
Slovo úvodem - Povrcháři.cz
REDUKČNÍ VENTIL TYP 41-23
BETTER - ráfek vhodný pro elektrokola