Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Stáhněte si č. 35 v PDF - Česká společnost pro údržbu
Strefa wysokich kwalifikacji w logistyce
Stáhněte si č. 16 v PDF
I. ORGANIZACE PRÁCE A PRACOVNÍ REŽIMY
SolarEdge - maximalizace a optimalizace sběru FV
Akční nabídky přístrojů a nová verze fw pro přístroje VIVA
Základy technických znalostí ve vodním hospodářství
lean transformacija srbije
Řízení a údržba průmyslového podniku
İndir (PDF, 719.58 kB)
vystava_v_predvecer_valky.pdf
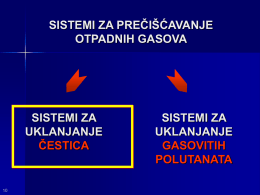
Prečišćavanje od čestica
Madencilik ve Çimento Sektörüne