Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
OHŘÍVAČE VYSOKOPECNÍHO VĚTRU (OV)
Nýřany Opening
Číslo 7/2013 - Česká kuželkářská asociace
STAVEBNÍ MATERIÁLY A KONSTRUKCE (STMK) KERAMIKA
Obsah v pdf - Sklář a keramik
Schüco Alu Inside - Schüco International
Žárobetony se zvýšenou odolností vůči alkáliím.pdf
všechny anotace ke stažení, pdf 149kB - Ceramics
Sborník - Česká sklářská společnost
CB kryty vozovek - Katedra silničních staveb
l J
plastické hmoty.pdf
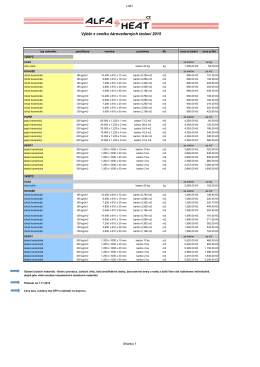
Výběr z ceníku žárovzdorných izolací 2015
LOVOFERT - NAVOS, as
Sol-gel žárobetony.pdf
Prezentace aplikace PowerPoint
zde
Žárobetony na bázi Sic s vazbou sol-gel A
TWINNING aktivity
Katalog 1 - MH-plast, s.r.o.
Výroční zpráVa annual report
FYKOS, XXIX.II.6 rodičovská
POVLAKOVÁNÍ A ŽIVOTNOST NÁSTROJE