Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stáhnout PDF verzi časopisu - Automatizace v potravinářství
Ogłoszenie o naborze nr 5/2015
Luhacovice listopad.indd - Město Luhačovice
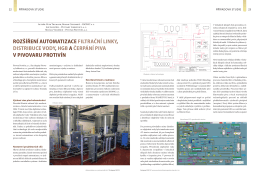
NE VŽDY JE AUTOMATIZACE VÝHODNÁ
Střely v nábojích Hornady a jejich vlastnosti
Konkursna dokumentacija_alarmni sistem
Všeobecné obchodní a platební podmínky za předměty dodávky
případové studie
HeimService - Finkbeiner Getränkemarkt
Automatizace, manipulace
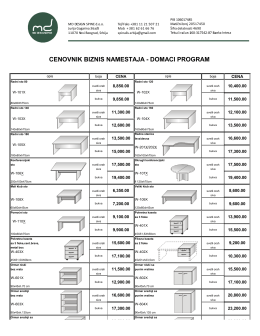
CENOVNIK BIZNIS NAMESTAJA - DOMACI PROGRAM
SAVELOG – 10 MINUT, KTERÉ VÁM MOHOU UŠETŘIT MILIONY
Tipteh katalog 2013
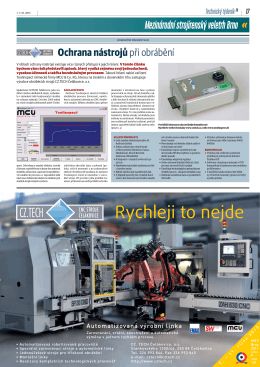
Rychleji to nejde - Technický týdeník
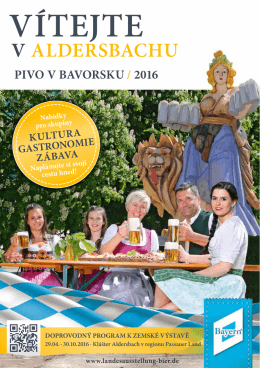
vítejte v aldersbachu pivo v bavorsku / 2016
amper 2013 - Technický týdeník
Záruka 3 roky na inspekční kamerové systémy
Doprava a logistikanás už nebudou potřebovat
HMI DOP-B07S410.cdr
Kulovnice Rössler Titan
Nižbor zasáhla ničivá povodeň Odstranění havarijního stavu na
VZO - OS STAVBA ČR, LB MINERALS, as Zápis z jednání VZO OS
HMI DOP-W157B.cdr