Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
industry wastewater treatment and environmental protection
5. Klonovani a genove inzenyrstvi.pdf
díjak - XX. Jubileumi Országos MÉTE Tudományos Diákköri
Katalog hemofiltračních a hemodialyzačních - Puro
Technospołecznicy - Creative Commons Polska
REGULAMIN PROMOCJI „DOBRY KIERUNEK NA ZIMĘ” (dalej
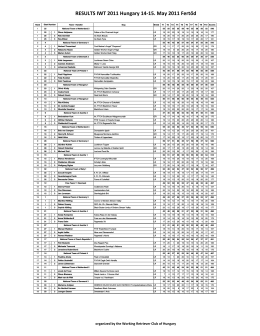
IWT 2011 results (2).xlsx
10LET S VÁMI - pharma news
A fenntartható energiagazdálkodás földrajzi összefüggései
dr Jelena Molnar: Uticaj prirodnih organskih
dr Božo Dalmacija: Pilot postrojenje za tretman
ptep – časopis za procesnu tehniku i energetiku u poljoprivredi
Biyoteknoloji opsiyonu
2- Borulu ısı değiştiriciler
Boontawan A
VMT311X
การใช้สารสกัดโปรตีนเซริซินจากรังไหมเสีย USE OF SER
VMT441X
Polycasa-CAST öntött plexi magyar
Návod na obsluhu
TVP 3/2012 - Fakulta ekonomická - Západočeská univerzita v Plzni
PDF, 708.19 kB - Inżynieria Ekologiczna
Program