Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2- Borulu ısı değiştiriciler
İndeks
Fizik 10 - İhtiyaç Yayıncılık
İndir - İşkur
Puštanje leka u promet
Sprinter Opsiyonel Donanım Fiyat Listesi - Mercedes-Benz
Tam metin için tıklayınız. (PDF)
Türkiye`deki Gıda Sektörü ve Çorlu`daki Sorunlar ve Çözüm Önerileri
slım kıt ve aletlerinin temizlenmesi ve sterilizasyonu
Çift Numaralı Ö - İstanbul Üniversitesi | Hukuk Fakültesi
IESSV 14 Oral Presentation Program
Basit Anaerobik Sistemler - Dokuz Eylül Üniversitesi
Metal İşleme Yağları Kataloğu (PDF indir)
Geri Dönüşüm Semineri Sunusu
Rastgele hatalar
rezeksıyon ders - İstanbul Üniversitesi | Diş Hekimliği Fakültesi
hazır gıdalar - Erhan Ateş Kimya Okulu
teknikerlik (gıda) ünvanı sınav soruları
TORÇ TAŞIYICI FDV 22 MF
Analyse des dangers et de leurs niveaux acceptables
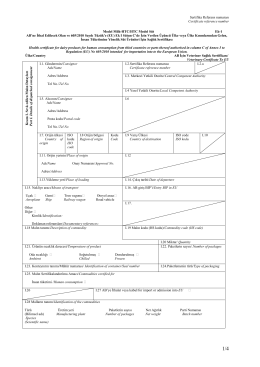
Model_Milk-HTC
vıı. uluslararası ambalaj kongresi
Kuzu karkaslarında mikrobiyel yüzey kontaminasyonun belirlenmesi*