Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Otvori - Loctite
ELEMENTI 17. GRUPE PSE 2. razred gimnazije
Otvori - Loctite
Planlama - İstanbul Ticaret Üniversitesi
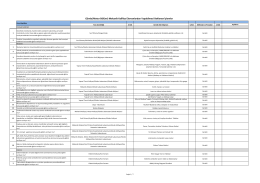
Gövde/Motor Bölümü Mekanik Kalifiye Elemanlardan Yapabilmesi
Grzejniki płytowe Nanopanel Compact i Ventil
red mud as a pigment in production of concrete elements
Priprema nemetala u Srbiji - Fakultet za menadžment
POLJOPRIVREDA - SCARABELLI IRRIGAZIONE srl
Огледало - Гимназија у Лебану
Duridine 3960 W
Zimpa Ub katalog proizvoda i usluga 2010 možete pruzeti u Pdf
referenc lista za projektovanje, izvođenje i konsalting
stáhni - Povrchová úprava
Prospekt_vaiRAD_052010 1
Otvor - Loctite
Otvori - Loctite
Stiahnite si NÁŠ LETÁK vo formáte PDF
hemijska kinetika - Zrenjaninska gimnazija
Žádost o povolení provozu zdroje znečišťování ovzduší
K12 Żaluzje meblowe 2014
DURIDINE 3803 IT