Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
vossform plastik şekil verme kullanım alanları ve
st 37 imal edilen parçalar
CZ - PKS servis spol. s ro
www.wabco-auto.com
A. O. Veteriner Fakültesi Şirurji Kürsüsü Prof. Dr. Burhanettin Öktem
VOSSForm 100 Compact – alternatywa oszczędzająca miejsce
10 taze beton üretimi ve taşınması
KAPLAMA PROSESLERİ KAPLAMASIZ SICAK
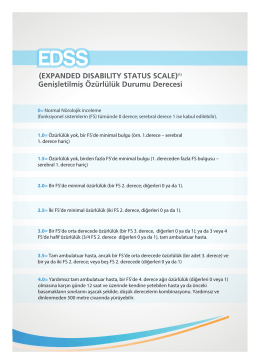
EDSS Kart
Pnömatik Ürünler
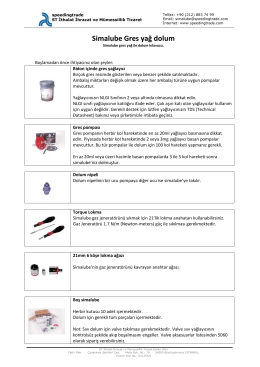
Şartnameyi buradan indirebilirsiniz.
Gulfstream Park At Ahırları Gulfstream Park Horse Stalls
Honda Civic 1.6 Premium 46.000 TL İlan detayları
Simalube Gres yağ dolum
DÖKÜMHANELERDE ATIKSU KONTROLÜ Ahmet
metal üretim teknikleri
BİNA İÇİ DOĞALGAZ TESİSATLARI İÇİN ESNEK ÇÖZÜMLER
R 60 - Rieter
Çevtest Akreditasyon Belgesi
Dekalb White Katalog
Eğitim İçeriğini İndir
İLAHİYAT FAKÜLTESİ ANLAŞMA LİSTESİ ÜLKE ÜNİVERSİTE