Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
e-bulten-ekim - Brightworks Engineering
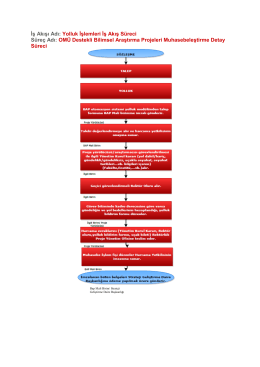
İş Akışı Adı: Yolluk İşlemleri İş Akış Süreci Süreç Adı: OMÜ Destekli
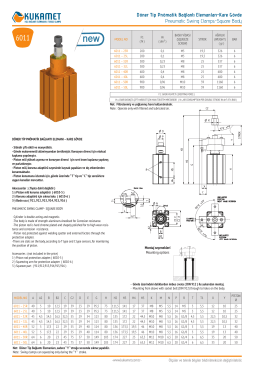
İncele - kukamet
brıghtworks şubat 2015 teknik bülten
NÖRAL TÜP DEFEKTİNDE DEGERLENDİRME
MTS Yüksek Kapasite Servo Hidrolik Test Sistemleri
İlaçların Biyolojik Membranları Geçiş Mekanizmaları
Eska Patlaç Valf Tanıtımı
PROJENİN ADI: Deprem Dede Robot Öğrenciler: Z. M.
www.eskavalve.com
yaprak - FaPGenT
15 Mesleki yeterlik-1
florya-b-5
Katalog