Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Küresel Grafitli Dökme Demirlerin Ultrasonik
YDS Yoğun Hazırlık Dil Kursu Kayıtları başladı
รายละเอียดการว่าจ้างซ่อม Overhead Crane ขนาด 25 ตัน ของงานซ่อม
ders_notu_6_baglama_elemanları
Yamaç ve Oyuntu Islahı Teknik Şartname
Özel Grafit
12 Kasım 2014 MKE Ağır Silah ve Çelik Fabrikası
KONAKLAMA BiLGiLERi - Toros Üniversitesi
TRS-398 Elektron /Foton Dozimetrisi 1
DERS NOTU 6
kataraktı olan yüksek miyopili hastalarda
Yeni Kurulan Bir Universiteyi Neden Secelim
Trend Yangın - Yangın Söndürme
Bölüm1 - Kırklareli Üniversitesi Personel Web Sistemi
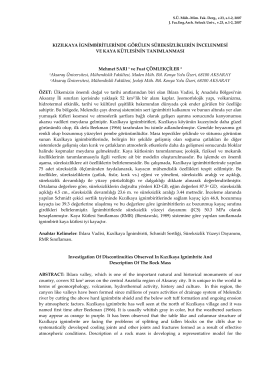
Kızılkaya İgnimbiritlerinde Görülen Süreksizliklerin
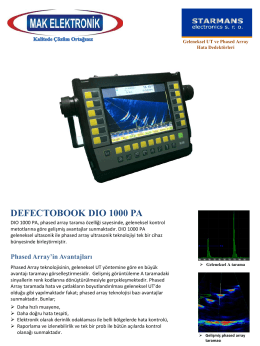
DIO 1000 Phased Array
Değişime Giden Öğrenciler için Kılavuz
ZIP_G_D6_03 Odlewnictwo stopow zelaza
26. Şükrü Öztürk Emekli Diyanet İşleri Başkanlığı daire başkanı Eski
2014-15 Güz Dönemi Araştırma Konuları
ElectroNite Makale
Edebiyatta Aşk
Takımlar - Bayanlar