Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2 Nolu Parçanın Tasarımı ve Kalıp Yapımı
reta iç ve dış ticaret ithalat ihracat san. ltd. şti. reta foreıgn trade co. ltd.
05.TemelKimya-Levent..
üzüm kurutma
ELEKTRONİK TABLOLAMA
Orman Endüstri Mühendisliği B
T.C. AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ
İhale Makamı
Doç. Dr. Kenan YILDIRIM
KUMAŞ TUTUMU: SİLİKON ESASLI YUMUŞATICILARIN ETKİSİ
ıpek 2/0, keskın, egrı ıgne, ıgne boyu 24
Model : DMC – 5090
Makalenin tam metnini indirmek için tıklayınız
İndir - adresrulman.com
ORMAN ÜRÜNLERİ SANAYİ Nurel KILIÇ
SUPAR SUPAP PARÇA SAN.TİC.A.Ş ARIZA KİTAPÇIĞI
Aks Kaynaklı Tekrarlı Ses Problemleri
EVO - Geoplast
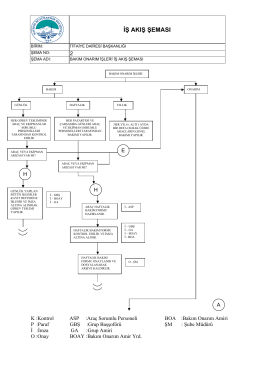
2-Bakım onarım iş akış süreci
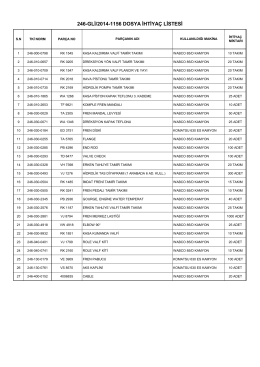
246-GLİ/2014-1156 DOSYA İHTİYAÇ LİSTESİ
decotex ıp - Memminger