Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
1 süt teknolojisi uygulama dersi notları uygulama 1
Anne ben paleontolog olmaya karar verdim
Tahıl Teknolojisi I
A Y Ş E G Ü R S O Y / / S Ü T K İ M Y A S I V E B İ Y O K İ M Y A S I
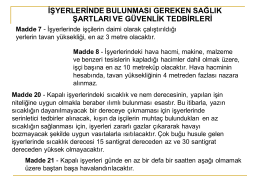
havalandırma ve iklimlendirme prensipleri
İndir (PDF, 3.93MB) - Kimya Ders Notları
2016 Volkswagen Beetle 1.2 TSI 105 PS Style Ürün Kataloğu
Mastitis, Kurumadde, Kül ve Yoğunluk
Ürün Kataloğu ()
LAZER ALANLARI ALTINDA KUANTUM KUYUSU İÇİNDEKİ
Katalog - Sümer Analitik & Medikal Teknolojiler
Havalandırma iklimlendirme Prensipleri
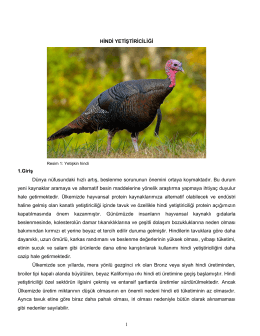
1 HİNDİ YETİŞTİRİCİLİĞİ 1.Giriş Dünya nüfusundaki hızlı artış
elektrik ve manyetizma - Fizik Bölümü
ANEL GRUP İLERLEME RAPORU 2014
Ürün Kataloğu ()
Weighing of Lamb
karbon ayak izi - Students Go Green
2. - KOBİ Girişim Sermayesi Yatırım Ortaklığı A.Ş.
Tarık Buğra
Kömür Koklaşma Özelliği
Sert havada balon seyri
iSTANBUL