Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
«Dikey Kalıplama Hatlarında Ekzotermik Besleyici
Katalog Yükleyin
Feeding Systems 2014 01
Copper 2014 01
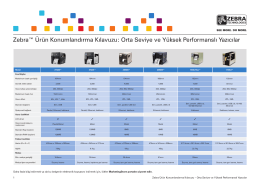
DÖKÜMAN İNDİRZebra 105SLPlus Product Positioning Guide
2015 YILI MUHTELİF OCAK LOKOMOTİFLERİ İÇİN İMAL
Çekinti Hatası - WordPress.com
Untitled
E-Kataloğumuz - Burak Alüminyum
T E N E K S T E K S T I L - C O M P A N Y P R O F I L E
(pdf) - SALT
mb - Ormazabal
dişli tip çekvalf (toplu çekvalf )
AirHome Serisi Sulu Split Tip Isı Pompaları
patlayıcılar ve isg explosıves and occupatıonal safety and health
Специальное предложение Термальный курорт
KTO ZHASOL SVETLO?
4. Finansal Operasyonlar
STELEX PrO 2014 01
dişli tip çekvalf (toplu çekvalf ) wilo dişli ve flanşlı toplu çekvalf wilo
miniblok - Ormazabal
smeta corrective action plan report
SORU 1 a) Aşağıdaki tepkimelerin her birinin elementer hız