Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
stiahnutie - BOST SK, as
stiahnutie - BOST SK, as
Aplikovaný výskum pre automobilový priemysel
Automotive Industry In the Slovak Republic
stiahnutie - BOST SK, as
Univerzálny CNC sústruh na šikmom lôžku SPINNER TC 600
Rozvodne VVN trochu inak
TERRA HAMMER Zemné pretláčacie kladivo verzie S
Plán práce ŠKD 2014
Katalog
saleVše musí ven! - Felder-Group Backoffice
Salmonella - Türk Mikrobiyoloji Cemiyeti
Objednávkový formulář na rok 2012 ý formullář na rok 200112
Mikobakteriyel, Fungal ve Parazitik Artritler
KATALOG MAŠINA ZA OBRADU I FORMIRANJE 2013
strugovi - INGSteel
Učebný odbor
Výzva externých hodnotiteľov
Tornado Brochure:Layout 1.qxd
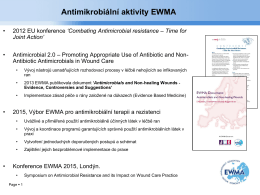
Antimikrobiální aktivity EWMA
Nagroda warta 3 mln. dol. dla odkrywców fal grawitacyjnych
PDF, 709,22 kB - Stroje
Univerzálny CNC sústruh s dvoma hlavami SPINNER TTC 300