Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
T - ADAM
Viacjazycný technický slovník.xlsx
Použitie originálnej techniky perkutánnej fixácie
Dušan Kudelas - Acta Montanistica Slovaca
pe-hd liten® fb 29
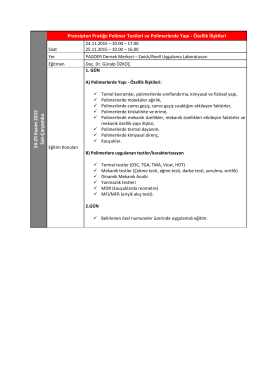
Eğitim İçeriği
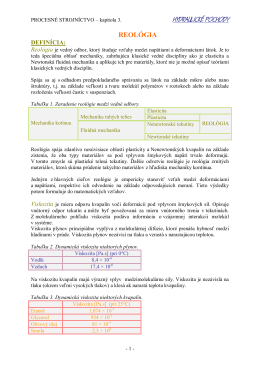
reológia
3 DSK 75 (katalog).indd
návod PureSpa sk tlac
Mikroklima porostu
Sledovanie ukazovateľov konkurencieschopnosti pre zlepšenie
OBO Aquasit zalievacia hmota na použitie za
08. - Matador
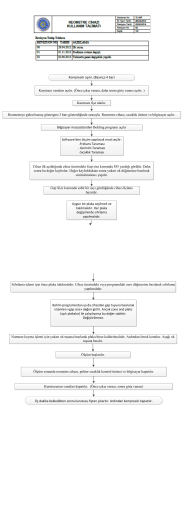
TL-047-Reometre Cihazı Kullanım Talimatı
PDF verzia - Podbrezovan
REOMETRE - Makina Mühendisliği
Návod na použitie
Metabolizmus omega-6 a omega-3 PNMK
Nowoczesne metody badań kosmetyków na przykładzie
Řada LCR 7000
Údržba – závlahové systémy - Trans
Katalóg Taliansko 2015
Ing.Ľubomír Medvecký, PhD. - Ústav materiálového výskumu SAV