Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Slayt 2 - Dr. Rıdvan Yamanoğlu
1440 KB
5. KIRMIZI ÖRÜMCEKLER (AKARLAR)
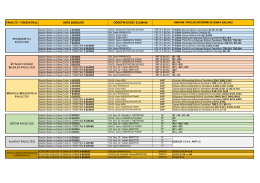
fakülte / yüksekokul ders şubeleri öğretim üyesi / elemanı ilahiyat
`Kendimizi savunduk` diyen çeteciler böyle saldırmış!
Slayt 3 - Dr. Rıdvan Yamanoğlu
Slayt 1 - Dr. Rıdvan Yamanoğlu
SES ÜNİTESİ KAZANIM DEĞERLENDİRME ÇALIŞMA
P A R K E K O L L E K S İ Y O N U
Flokülasyon Yöntemi İle Askıdaki İnce Dolomit
Tipe Data dan Variabel
Toz Metalurjik Malzemeler
FARKLI Ca/P ORANINA SAHİP SENTETİK
ektedir. - okm.omu.edu.tr
CHE_EGITIM PLANI(2013)-tr - izmir yüksek teknoloji enstitüsü kimya
yeraltı kömür işletmelerinde gaz izleme ve erken uyarı sistem
Ünite 5
2015 Yılı Genel Seçimleri İle İlgili Yasaklar
กฎระเบียบด ้านจรรยาบรรณฉบับแก ้ไข 2016
GSX R600 yeni ORJ web
İş Hijyeni Ünite 1 www.isgboloumu.com
Yrd. Doç. Dr. Ahmet ONUR - Makine Mühendisliği