Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Číslo 3/2011 - Hutnické listy
témata doktorských prací pro akademický rok 2015/2016
Rola zapożyczeń z języka niemieckiego w procesie
hodnotenie monitorovania za rok 2011 v subsystéme 01
2012 - ocelari.cz
Číslo 2/2012 - Hutnické listy
7. 6. 2013
Číslo 5/2012 - Hutnické listy
Slovo úvodem Film o žárovém zinkování
plik pdf
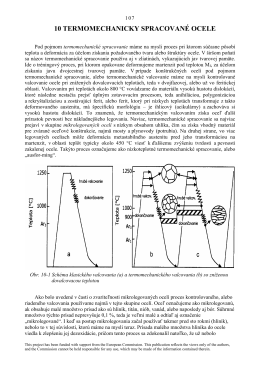
10 termomechanicky spracované ocele
ŠTRUKTÚRA A ŽIARUPEVNOSŤ ROVNORODÝCH
9.4.2015 - Komunitní plánování sociálních služeb Znojemska
Nowoczesne Elementy Elektroniczne – wykład 1