Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Historie metalurgie
Pohádky
KORÓZIA MAGNÉZIOVEJ VYMUROVKY V
feladatok
Otrava arsenikem - Základní škola sv. Voršily v Olomouci
05 Mart 2014 - Güney Ege Gazetesi
TDV DIA - İslam Ansiklopedisi
null
Otevřít náhled PDF
Ściągnij - Wiadomości Rolnicze
Anorganická chemie 1.ročníky - Střední průmyslová škola Hronov
Odlévání bronzu ve Skandinávii doby vikinské a raného středověku
Základní ceník hospodářských potřeb *.PDF
PRAŽIČKA KÁVY GEMMA
Bolkar Dağlarındaki Eski İşletmeler Vadisinde Yeni Yaş Bulguları ve
Co bychom měli vědět
konstrukční dovednost v práci technika 19.st
Tamás Eszter szakdolgozata
rozvoj metod speciační analýzy arsenu pro aplikace v
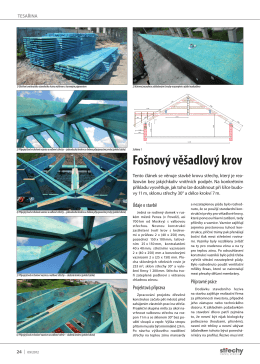
Fošnový věšadlový krov