Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Realizační procesy lakování hliníku - ALU
1/3 OPRAVA ČESKÉHO OBRANNÉHO STANDARDU 1. 1
Certifiovaná technologie předúpravy Al profiů
150 P - FEIN
SPECIFIKACE PRODUKTŮ, SE KTERÝMI OBCHODUJEME:
Alfipas 7816 - Povrchové úpravy
hasičská aUta spOt 55
Rogal 30 - Ekochem
2012 - ocelari.cz
Linky pro nanášení práškových plastů
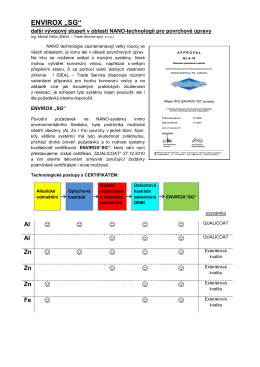
ENVIROX „SG“
Výtokové pohárky_TL_V2_24_10_08
7. číslo prosinec 2012 1,3 MB