Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Mezinárodní strojírenský veletrh Brno
19tt44 skf.indd
zde - Technický týdeník
Elektrotechnika, elektronika
Automatizace, manipulace
Sekce: Chemie a technologie polymerů
RECYKLACE DRAHÝCH KOVŮ
Hydraulické stroje řady ALLROUNDER
Predikce vlastností kompozitů s textilní výztuží
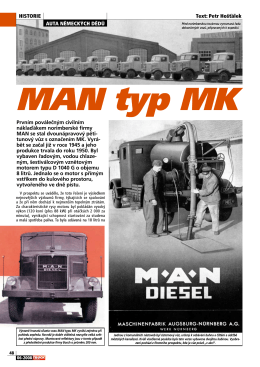
Auta našich dědů
Miroslav Koval - Dům kultury Šumperk
Nanotechnologie, technický textil
Vzdělávací oblast - Základní škola Kasejovice
posters - New Trends in Statics and Dynamics of Buildings
Mezinárodní strojírenský veletrh Brno
1. Úvod
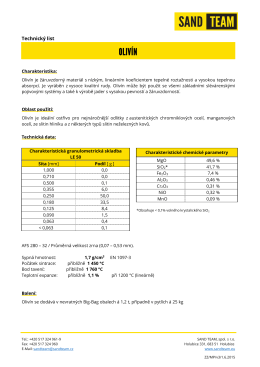
OLIVÍN - SAND TEAM, spol. s ro
Aditivní výroba (3D tisk)
TEXIMP, spol. s r.o.
Obráběcí stroje a jejich příslušenství
STÁŽUJ V Apli v rôznych obl STÁŽUJ V Aplikuj svoje
PDF PRIMO base
E BIS Pevné body a kluzná uložení