Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Vady odlitků Atlas Vad
Tvárná litina® - OtahalConsult
Číslo 3/2012 - Hutnické listy
Matematika III - v příkladech 06
předpisy pro opravy tmelením a utěsňováním
Úloha obnovitelných zdrojů energie ve světové ekonomice
Formovací linky také pro odlitky z hliníku
Výroční zpráva 2013
Vyziva_remake_Rencin - Prof. MUDr. Karel Martiník, DrSc.
plněná rychle vytvrzující licí pryskyřice
stáhnout - Časopis SLÉVÁRENSTVÍ
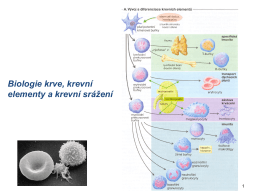
Biologie krve, krevní elementy a krevní srážení
5. Odlévání
Stáhnout
dokumente - motorcarpresov.sk
Aditiva - ASK Chemicals
Jakostní litiny
Manual UWATEC ALADIN PRO
(16MnCrS5) PŘEKLAD BĚŽNÉ SPECIFIKACI 1. Popis zboží: za
Stáhnout PDF soubor s kap 1
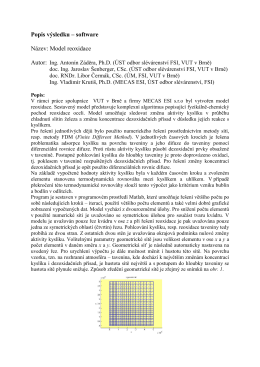
Model reoxidace
Židlochovický PRŠUT Z KOTLETY
Regulamin Karty Gift