Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Formovací linky také pro odlitky z hliníku
Děkujeme za důvěru a přejeme Vám mnoho úspěchů
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
prace instytutu odlewnictwa transactions of foundry research institute
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
Nowa gazetka Jula - Europa Centralna
Vady odlitků Atlas Vad
Využijte nových dimenzí skutečně komplexního dodavatele
15 let kráčíme s Vámi cestou společné evoluce 1–2/2013
Stáhnout pdf - Rožnovský prostor
Třikrát blízko smrti
Naučné stezky zlata na Novoknínsku
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout - Časopis SLÉVÁRENSTVÍ
Otročiněves
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
Myslíme i na nebezpečí Chráníme Vás Reach New Age
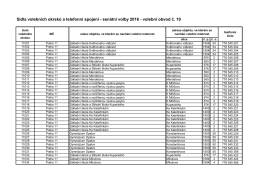
Sídla volebních okrsků a telefonní spojení
stáhnout magazín ve formátu PDF

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000161795_1-51241943b580847638a126b2c08bca95-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000164788_1-90a4ec6184658edaa18a23c527f50f1e-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000171279_1-7e70a86d6e189d8333c5fd13850b6db4-260x520.png)

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000167536_1-87bd3ab38e45b0b0fd89c7fe4cdd9775-260x520.png)






![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000140172_1-3d21a0ce124cd04397ef01ca11bb6f76-260x520.png)

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000147631_1-3fbbc3078ff22846f66a51a9e22c1266-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000143650_1-f7ce1afcb22eecfccbfd393c61476f92-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000144132_1-dd37181a8cb704d319704d3901fc85be-260x520.png)