Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
journal on processing and energy in agriculture časopis za
Ultrasonic Determination of Porosity in Homogeneous
Vol 18 (2014) No 5
4th WORKSHOP: SPECIFIC METHODS FOR FOOD SAFETY AND
journal on processing and energy in agriculture časopis za
07_Hemijske veze 1.pdf
(Đngilizce) Hazırlık 2013 – 2014 Eğitim
Katalog 2013
Farklı Türdeki Yüksek Mukavemet Çeliklerinin Punta
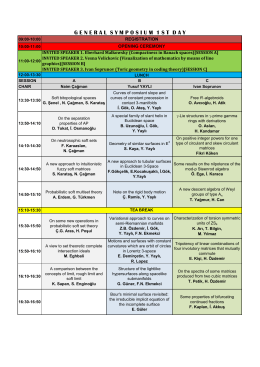
generalsymposıum 1 stday
Personal PDF File - Ankara Üniversitesi
2014. október_Dombegyházi Friss.indd
frankfurterek - sklep