Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MAKİNA VE TECHİZAT ÜNİTE 1-2-3
ATATÜRK ÜNİVERSİTESİ
MAKİNA VE TECHİZAT ÜNİTE 1-2-3-4
SERAMİK MALZEMELER
1.Ünite - Turaniler.com
3.Ünite - Turaniler.com
Temel Kavramlar Atatürk Üniversitesi Açıköğretim Fakültesi 13
Sıcaklık Ve Isı
Kimyasal Türler arası Etkileşimler
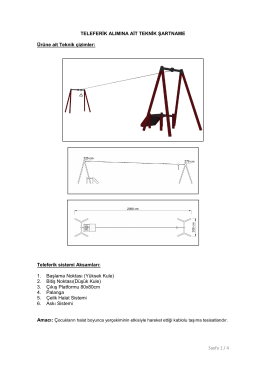
İzdüşüm - TeknikBelgeler.com
dosyayı indir - FenDosyasi.Com
2015 Zabıt Katipliği Uygulama Sınavına katılacak
uygulamalı sınav sonuç listesi adalet komisyonu başkanlığı konya
İndir (PDF, 485KB) - Kimya Ders Notları
Baskı: 02
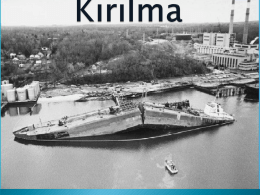
Metallerde özel kırılganlıklar
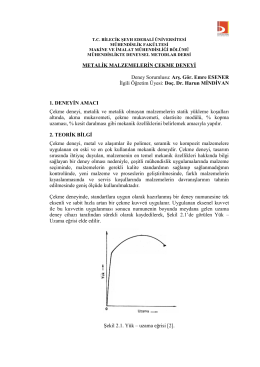
Çekme Deneyi - Bilecik Şeyh Edebali Üniversitesi Makine ve İmalat
IT02
ile Çatlak ilerlemesi
Kayış-Kasnak Mekanizmaları
SN Mühendislik
ders_notu_1_kaymalı_yataklar_ı_eksenel_yataklar
kayiskasnaktekstil2013