Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Tega2014Teknik Katalog
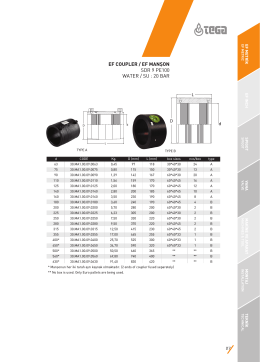
EF COUPLER / EF MANŞON SDR 9 PE100 WATER / SU : 20 BAR
EF COUPLER / EF MANŞON SDR 6 PE100 WATER / SU : 32 BAR
ef metrik
KOMPANSATÖRLER
tmmob çevre mühendisleri odası istanbul şu
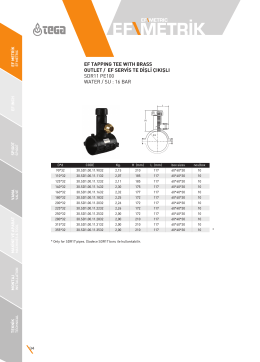
EF METRİK
42 10
2014 Yıl: 2 Sayı: 6-7 - Kazısız Teknolojiler Türkiye Zirvesi
1 uluslararası antalya üniversitesi inşaat mühendisliği bölümü lisans
YENİ NESİL CAM KORKULUK SİSTEMLERİ
Protokol o zkoušce - šrouby EDS-S EDS-B
Download PDF File
Geberit Temin Sistemleri
React 100 A01 Navod na instalaciu
LET-LOK® TÜP FİTTİNGLERİ TANITIMI LET
Bezpečnostní odfukovací ventil Safety relief Valve SBV
DS) 1-10V Dim Ünitesi / 1
LET-LOK® MONTAJ TALİMATLARI LET
Products
MasterSeal® 582 (Eski Adı THOROSEAL® STANDART
00 icindekiler
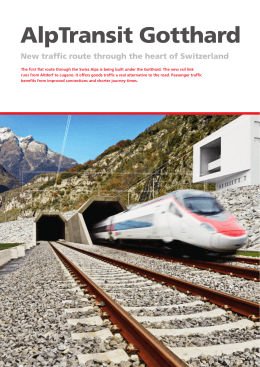
AlpTransit Gotthard: New Traffic Route through the heart of