Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Návod na používanie HEIDENHAIN ITNC 530
Návod na používanie HEIDENHAIN ITNC 530
Használati útmutató PARROT MKI 9100
Řídící jednotka HC-800
Zadarmo 40 jazykov sa učiť! 44% svetovej populácie hovorí anglicky
Sešit 11/2010 - Crypto
Návod na používanie STEEL MATE 888GO
Návod na používanie SAMSUNG SCX-4300
Prospekt CFM 500
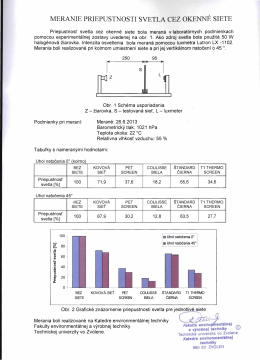
Meranie priepustnosti svetla - K
Labour Office & Clients - Labour office and clients
Aquila T-Tiny plus Návod na obsluhu taxametra
191 1 ÚVOD 2 KONTAKT KOLESA S VOZOVKOU
Číslovanie strán v záverečnej práci – projekte
Katalogový list převodníku AMI Inducon
30 € 50 € 50 € 2 € 20 € 5 € 100 € 150 €