Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Martin Bažant
SPÔSOBILOSŤ PROCESU MERANIA TVRDOSTI SILUMÍNU
5. รายชื่อผู้มีสิทธิรับเงินเบี้ยความพิการ ในเขตตำบลบางเขน
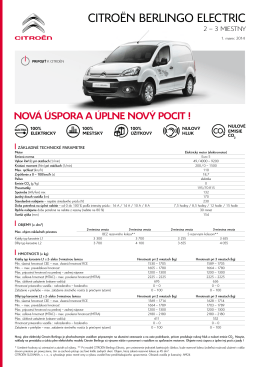
CITROËN BERLINGO ELECTRIC
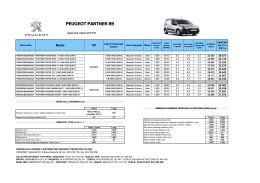
CITROËN BERLINGO FURGON
Ceník - Auto Palace Group
Pokročilejší metody statistické regulace procesu
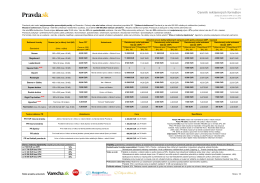
Cenník reklamných formátov
Správa predsedu výboru Združenia urbárnikov PS
Cjenovnik - Peugeot.ba
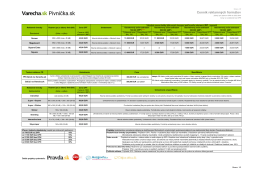
Cenník reklamných formátov - Varecha.sk
NÁVOD NA POUŽITIE - rc vrtulník 3. kanál
CAS 2013 a 3256 Fenerbahçe Spor Kubülü v UEFA
Volitelná výbava
Článok vo formate PDF
Zmluva o dielo
Pobierz cennik
PDF byl vytvoren zkuš ebníverzíFinePrint pdfFactory http://www
Zmluva o dielo
1. Kolo - Fyzikálna olympiáda
Celý článok v dokumente formátu *.pdf (38 strán)
Gemerská Hôrka: Pribúdajú Slováci, ubúdajú Maďari a Rómovia
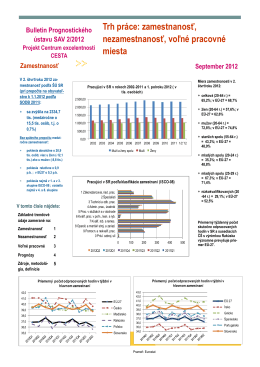
Trh práce: zamestnanosť, nezamestnanosť, voľné pracovné miesta