Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Toz Hazırlama İşlemleri
Toz Metalurjik Malzemeler
Mal201KristalKusur
İndir - Koç Üniversitesi
2016 Kataloğu - Summe Cosmetics Türkiye
A- Trafik
eğirdir mesleki eğitim merkezi 2014
Yönerge - Osmangazi Üniversitesi
firma sicil bilgileri
NOT - Karabük Üniversitesi
nanoboyutta hidroksiapatit sentezlenmesinde çökeltme sıcaklığı ve
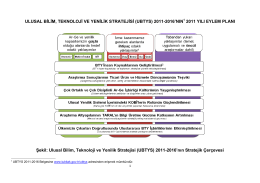
ULUSAL BİLİM, TEKNOLOJİ VE YENİLİK STRATEJİSİ
6.Ünite - Turaniler.com
Detaylı bilgi için tıklayınız Attach
Slayt 1 - Dr. Rıdvan Yamanoğlu
Belge_acil serviste akılcı ilaç kullanımı_Q5