Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Sborník XXXVII. Seminář ASŘ 2013 - Fakulta strojní - VŠB
Diplomová práca
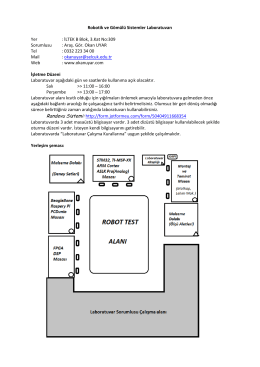
Robotik ve Gömülü Sistemler Lab.
Program XLI. Seminář ASŘ 2016
Samo sa organizujúce mapy – Kohenove mapy
Telekomunikační sítě 1
การประเมินความหยาบพื้นผิวของเรซินคอมโพสิตช
Jún 2012 - Strojárstvo
Seznam účastníků, program po sekcích a sborník abstraktů
Návrh a realizace přístroje měřícího primární
konference Mechatronika
PROCESORY SYGNAŁOWE
Výprodej - Deltalight
Sborník XXXVIII. Seminář ASŘ 2014 - Fakulta strojní - VŠB
ING. ČASTULÍK
Seznam účastníků, program po sekcích a sborník abstraktů
SLUŽBY AKO NEHMOTNÉ PRODUKTY A PROBLÉMY SÚVISIACE
15th International Carpathian Control Conference – List of accepted
legal and economic aspects of the business in v4 countries
MANUFACTURING TECHNOLOGY
Full Text
2014 Raporu - Kocaeli Üniversitesi Ar
Stáhnout