Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Sborník XXXVIII. Seminář ASŘ 2014 - Fakulta strojní - VŠB
Celý článek - Automobil Revue
Program XLI. Seminář ASŘ 2016
15th International Carpathian Control Conference – List of accepted
Seznam účastníků, program po sekcích a sborník abstraktů
Doğalgaz ve Petrol Profiller Kataloğu
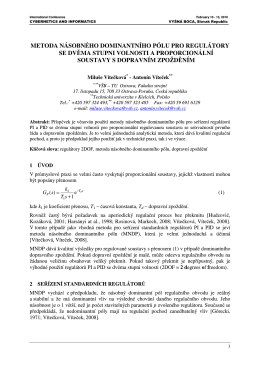
metoda násobného dominantního pólu pro regulátory se dvěma
- irafm - Ostravská univerzita v Ostravě
Jún 2013 - Strojárstvo
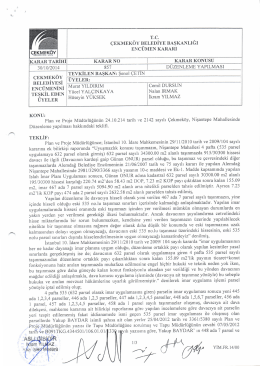
Encümen Kararını Görmek için Tıklayınız
Yazı ve Belgeler İçin Tıklayınız
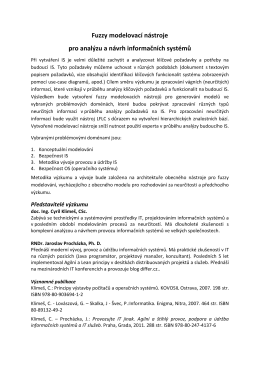
Fuzzy modelovací nástroje pro analýzu a návrh informačních systémů
CURRICULUM VITAE - Slobomir P Univerzitet
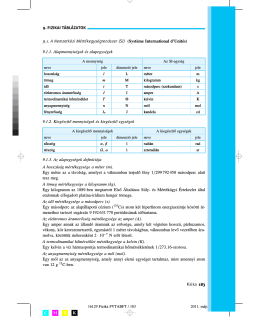
16129_1_Mintaoldalak.pdf
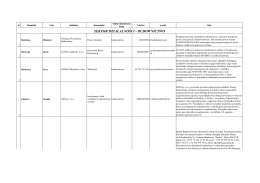
Forum Inwestycyjne Polska-Białoruś
(1.časť) - Antošovský ELM I.pdf
Sborník XXXVII. Seminář ASŘ 2013 - Fakulta strojní - VŠB
İndir - Hasan Hüseyin BALIK
TÉMA: JADERNÉ INŽENÝRSTVÍ
archeologické predikčné modelovanie z pohľadu geoinformatiky
Aktualizace studie Lesnické hospodaření v Krušných horách.
major league baseball scouting bureau