Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Produktfoto - Schneeberger
SBORNÍK PŘÍSPĚVKŮ - czechfoodchem.cz
1 Úvod 2 Pom·cky 3 Postup a výsledky
Práce
DIGITÁLNÍ A PŘÍSTROJOVÁ OPTIKA
hosch odpružený lamelový stěrač typ b6/pem
Elektromagneticky/pneumaticky ovládané ventily, ISO 15407-1
200 kB
Kvalitně provedená implementace systému je základním kamenem
AMG1_SenSouPu_anotace_2015 713KB Oct 06 2015 12:18:51
Jaguar XJ 3,0 AWD_PremiumLuxury_PolarisWhite
Nekonvenční doprava
Nožová šoupátka - ARMATURY Group a.s.
Servisní příručka Hydromotory typ MSB a MLHSBD serie
240x280 A-CNC-F
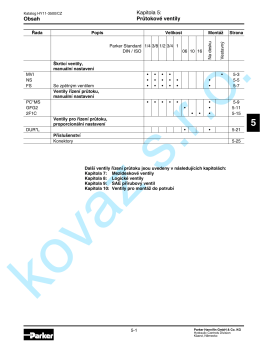
Obsah Kapitola 5: Průtokové ventily
Život v Číně z pohledu Evropana / 4 Margaríny ako ich možno
DZIEŃ PIERWSZY - PRZYLOT DO DUBAJU Przylot
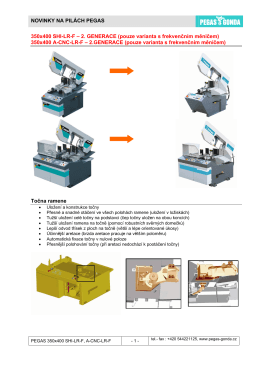
NOVINKY NA PILÁCH PEGAS 350x400 SHI-LR-F
PDF verze - ECM Mikulov - Evangelická církev metodistická
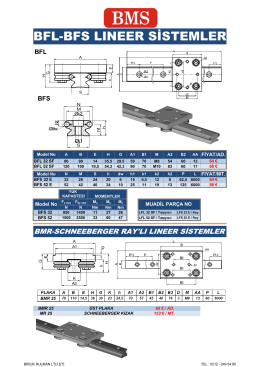
fiyat listesi-lınear sistemler
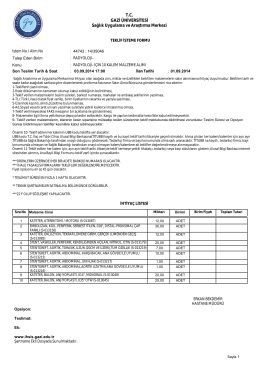
T.C. GAZİ ÜNİVERSİTESİ Sağlık Uygulama ve Araştırma Merkezi
typ FMAX - ELGO