Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Jak správně vyhodnotit model a přizpůsobit ho k 3D tisku
Jak správně vyhodnotit model a přizpůsobit ho k 3D
5 zásad péče o kite
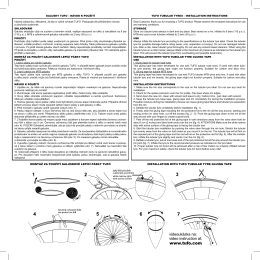
GALUSKY TUFO – NÁVOD K POUŽITÍ Vážený zákazníku, děkujeme
odsud - Měření Energie - SDS
Lovochemik_1502 - Lovochemie, as
Sedmý proud číslo 02/2014
Bağl.elm.Minifiks 1
kinematika
Tiskové informace 2013